

















 16 / 76
16 / 76

 www.centro-zaragoza.com
www.centro-zaragoza.com
Nº 66 - Octubre / Diciembre 2015
Carrocería y pintura
Pintado de piezas de plástico
2. Limpieza, soplado y desengrasado.
Tras el
proceso de reparación de la pieza de plástico, la super-
ficie sobre la que se trabaja presenta zonas de plástico
descubierto. De manera que tras el soplado, se realiza
un desengrasado con disolvente específico para
plásticos en estas zonas, pudiendo emplear un desen-
grasante básico general en el resto si la pieza va
pintada. En el caso de piezas con acabado texturado,
esta limpieza se realiza con ayuda de abrasivo tridi-
mensional.
3. Lijado de bordes.
Se realiza un lijado de
bordes con lijas de granulometría P150-P220, abrasivo
tridimensional o esponjas abrasivas como preparación
para la aplicación de la masilla.
4. Limpieza, soplado y desengrasado.
Nuevamente soplado y desengrasado con disolvente
específico para plásticos y papel o trapos exentos de
deshilados.
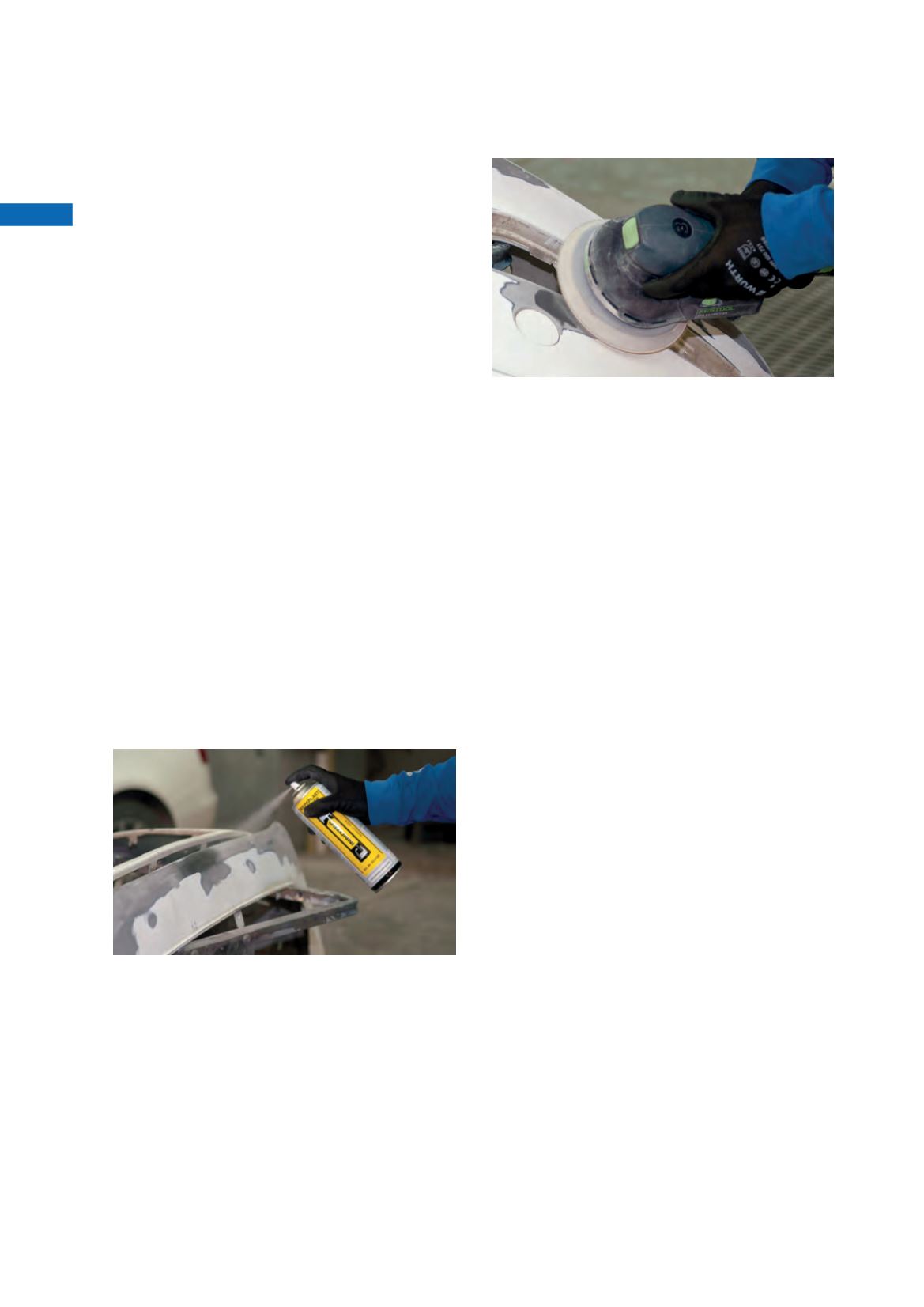
5. Aplicación de imprimación de anclaje.
Aplicación de imprimación de anclaje o promotor de
adherencia en las zonas de plástico descubierto para
favorecer la adherencia de la masilla sobre el sustrato
de plástico. Algunos fabricantes indican que su masilla
para plásticos no precisa la aplicación previa de esta
imprimación pues la masilla por sí misma presenta
adherencia sobre el plástico. En este caso no sería
necesario este paso.
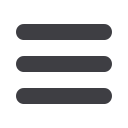
6. Aplicación y lijado de la masilla.
Se aplica
una masilla específica para plásticos o una masilla
ligera que se adapte a la flexibilidad de la pieza. Tras
el secado y endurecimiento de la masilla se procede
a su lijado, con lijas de granulometría P180-P240,
procurando no originar mucho calor en las zonas
circundantes del plástico. En zonas de difícil acceso
se emplea abrasivo tridimensional o esponja abrasiva.
Es posible que se precise una segunda aplicación, en
cuyo caso se repetirán los pasos 4, 5 y 6.
7. Matizado de la superficie a aparejar.
Para
garantizar la adherencia de la siguiente capa de
pintura, el aparejo, se realiza un matizado de la super-
ficie circundante de la masilla y del resto de la
superficie sobre la que deba aplicarse el aparejo,
empleando lijas de granulometría P240-P360, abrasivo
tridimensional o esponjas abrasivas.
8. Limpieza, soplado y desengrasado.
9. Enmascarado de las zonas precisas.
10. Aplicación de imprimación de anclaje.
En las
zonas en las que se vaya a aplicar aparejo y haya
quedado plástico al descubierto, se aplica imprima-
ción de anclaje.
11. Aplicación del aparejo.
Se aplica un aparejo
2K con aditivo elastificante de manera que la flexi-
bilidad de la pintura se adapte a la de la pieza.
12. Lijado del aparejo.
Tras el completo secado
del aparejo, se realiza su lijado comenzando con lijas
de granulometría P360 y a continuación con P400
para acabados monocapa o texturado y P500-P600
para acabados bicapa. Además del aparejo, se realiza
un lijado de toda la superficie que deba recibir pintura
con P400 (monocapa), P500-P600 (bicapa), abrasi-
vos tridimensionales y esponjas abrasivas.
13. Limpieza, soplado y desengrasado.
14. Enmascarado de las zonas precisas.
15. Aplicación del acabado.
Estos procesos corresponden al pintado de
piezas flexibles. En el caso de piezas de plástico
rígidas, como por ejemplo las de SMC o poliéster con
fibra de vidrio, no se precisa la aplicación de impri-
mación de anclaje, ya que no tienen problemas de
adherencia, ni la adición de elastificante o pinturas
flexibles como masillas o aparejos, ya que se trata de
plásticos rígidos. Su proceso se asemeja más al de
pintado de piezas de chapa, excepto por no precisar
imprimaciones anticorrosivas.
C
Lijado de la masilla.
Aplicación de imprimación de anclaje.